



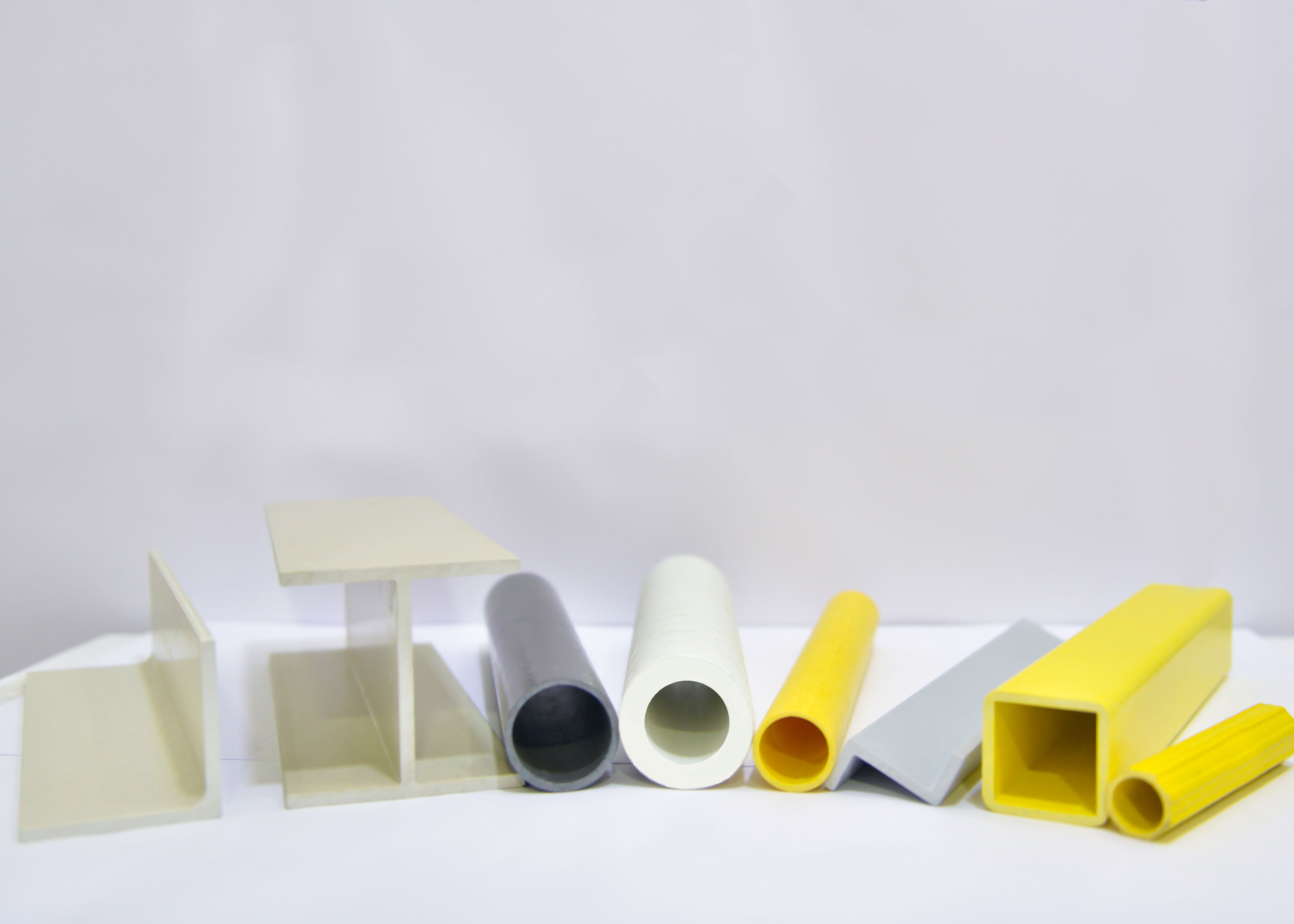
The pultrusion technology allows to produce any type of profile shape, keeping in mind that the product must have a constant cross-section, it can not be thinner than 2 mm and it must fit in a rectangle with dimensions 1050×300 mm.
Fibraworld offers different GRP Solutions for Cable Management near to
Railways, Highways and Tunnels. Thanks to their insulating and
corrosion-free properties, GRP Cable Trays has an outstanding durability
in the most aggressive environments.