



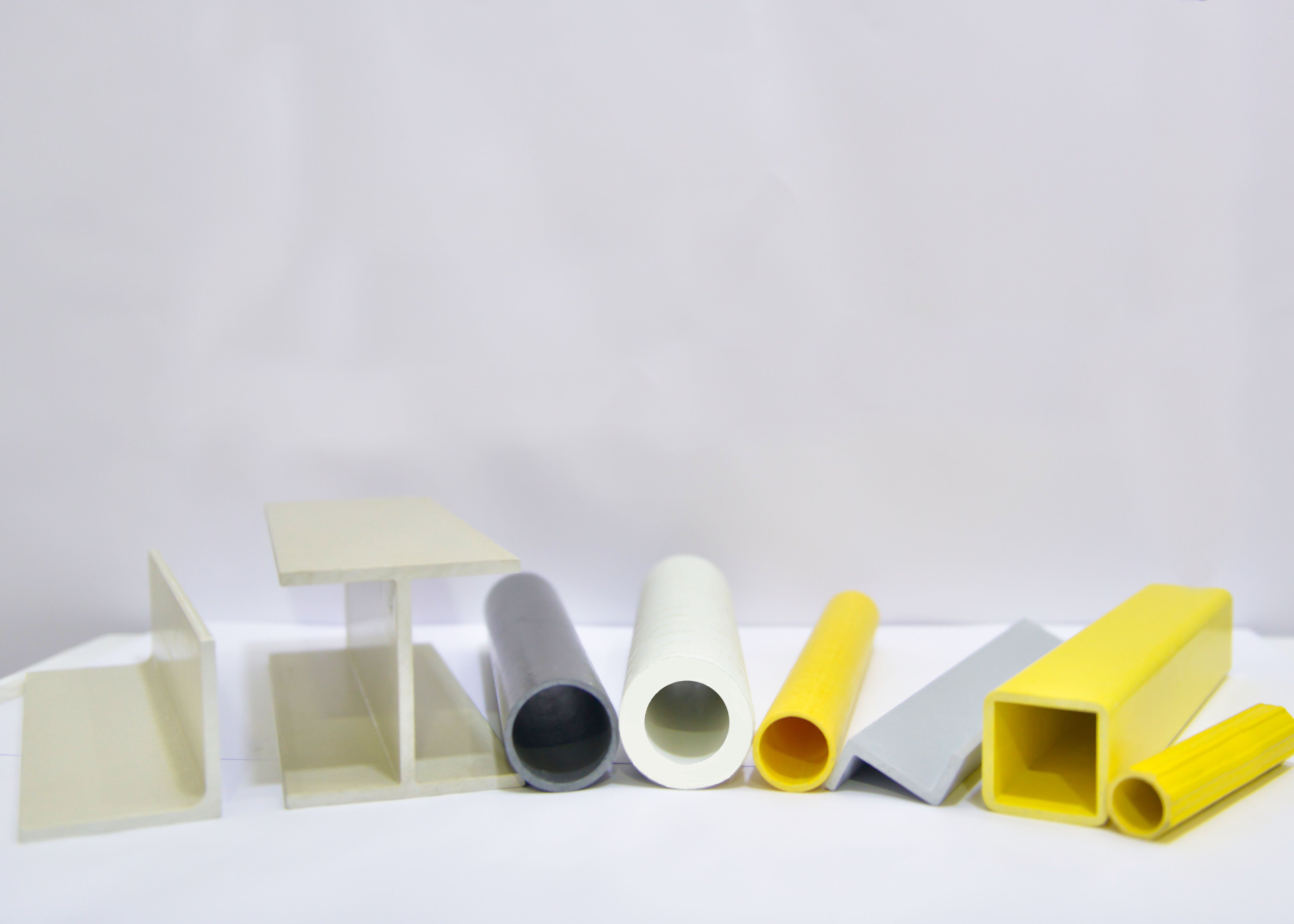
La tecnologia definita Pultrusione, permette di produrre qualunque tipo di profilo, tenendo presente che deve avere una sezione costante, non può essere più sottile di 2 mm e deve rientrare in un rettangolo con dimensioni massime di 1050x300 mm.
Fibraworld offre diverse soluzioni in PRFV per la Gestione dei Cavi vicino alle Ferrovie, Autostrade e Tunnel. Grazie alle loro proprietà isolanti ed anti-corrosive, le Canalette Portacavi in PRFV hanno un'incredibile durabilità negli ambienti più aggressivi.